- Автооборудование
- Весовое и подъемное оборудование
- Газоаналитическое оборудование
- Геодезическое оборудование
- Динамометры
- Измерители влажности
- Инструмент
- КИПиА
- Контроль воздуха
- Контроль параметров освещения
- Лабораторное оборудование
- Медицина
- Метеорологическое оборудование
- Микроскопы
- Навигационное оборудование
- Неразрушающий контроль
- Оборудование контроля нефтепродуктов
- Охрана и безопасность
- Паяльное оборудование
- Подшипники и оборудование для них
- Промышленная мебель
- Промышленное оборудование
- Радиационный контроль
- Радиоизмерительное оборудование
- Радиосвязь
- Сварочное оборудование
- Сельхозоборудование
- Спектральный анализ
- Телекоммуникационное и IT-оборудование
- Услуги
- Электроизмерительное оборудование
Перейти к контенту 


Стенд лазерного сканирования и дефектоскопии Техновотум Робоскоп ВТМ-5000/ПВ
Группа Компаний ПроПриборы официальный дилер компании Техновотум, Россия
Тех.консультация
Обратный звонок
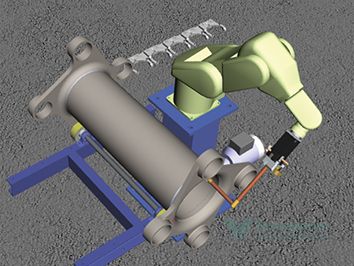
Стенд лазерного сканирования и дефектоскопии Техновотум Робоскоп ВТМ-5000/ПВ.
Робоскоп ВТМ-5000/ПВ cтенд лазерного сканирования и дефектоскопии полых валов
(полых ж/д осей) моторизированных колесных пар локомотивов и вагонов метро.
В режиме профилометрии замеряются геометрические параметры вала, взаимное
угловое смещение фланцев и соединительные отверстия. В режиме дефектоскопии
замеряются...
Перейти к полному описанию >Стенд лазерного сканирования и дефектоскопии Техновотум Робоскоп ВТМ-5000/ПВ.
Робоскоп ВТМ-5000/ПВ cтенд лазерного сканирования и дефектоскопии полых валов (полых ж/д осей) моторизированных колесных пар локомотивов и вагонов метро.
В режиме профилометрии замеряются геометрические параметры вала, взаимное угловое смещение фланцев и соединительные отверстия. В режиме дефектоскопии замеряются сварные соединения типа непровар, а также поверхностные и подповерхностные дефекты.
Установка Робоскоп ВТМ-5000/ПВ стационарного типа, применяется при изготовлении и ремонте в соответстви с действующим регламентом НК.
Робоскоп ВТМ-5000/ПВ применяется при эксплуатационном контроле полых валов колесных пар вагонов метро, серий 81-720/721 и 81-740/741. При входном контроле полых валов, выявляет несоблюдение технологии сборки (например, с внутренней стороны, в месте, где магнитный контроль не проводился).
Измерительному контролю подлежат параметры
- Взаимное угловое смещение фланцев
- Диаметр соединительных отверстий
- Длина полого вала
Вихретоковой дефектоскопии
- Сварные соединений с внешней и внутренней стороны области, по всей окружности приварки фланца (дефекты типа непровар, трещина, глубиной от 0,5 мм, протяженностью от 5 мм)
По согласованию с Заказчиком и необходимости увеличения достоверности контроля, установка Робоскоп ВТМ-5000/ПВ может быть оснащена блоком ультразвуковой дефектоскопии.
Целью создания системы лазерного сканирования и дефектоскопии Робоскоп ВТМ5000/ПВ является автоматизация процесса неразрушающего контроля ПВ при входном контроле и при полном освидетельствовании колесных пар вагонов серии 81-720, 81-721, 81-740, 81-741 Московского метрополитена в соответствии с требованиями, зафиксированными в данном документе и, с учетом требований действующей нормативно-технической документации.
Краткая характеристика объекта контроля - полый вал – элемент передаточного механизма, предназначен для передачи вращающего момента моторной колесной пары с вала двигателя на ходовое колесо; масса полого вала 53,3 кг; шероховатость поверхностей (Ra) не превышает 12,5 мкм; полый вал изготовляется согласно чертежу №720.31.54.022 СБ, разработанному СКБ Метро; материал составных частей – сталь.
Основные технические характеристики | |
Напряжение сети, В | 380 ± 20 |
Частота, Гц | 50 ±1 |
Максимальная потребляемая мощность, кВА | 5 |
Время установления рабочего режима, минут, не более | 10 (1 раз за смену) |
Поддерживаемые одновременно методы неразрушающего контроля | Лазерный (обмер геометрических параметров) Вихретоковый |
Время проведения полного цикла контроля, мин, не более | 30 |
Время непрерывной работы, часов, не менее | 24 |
Скорость вращения ПВ, об/мин | 0-20 |
Скорость перемещения преобразователя на объекте контроля, м/c | 0-10 |
Средняя наработка на отказ, ч, не менее | 20000 |
Максимальные габариты объекта контроля, мм | 800х550х550 |
Полная масса всего оборудования, кг, не более | 1500 |
Габаритные размеры шкафа управления, мм | 800х600х1500 |
Габаритные размеры механической части, мм | 3000х3000х2000 |
Средства управления, отображения и обработки информации | Промышленный компьютер Общий терминал управления Сенсорный дисплей обработки информации |
Система самодиагностики | Есть |
Сигнализация обнаружения дефекта | Есть |
Автоматическая смена преобразователя | Есть |
Маркировка обнаруженных дефектов | Есть |
Маркировка обнаруженных дефектов | Есть |
Температура эксплуатации, °С | От +10 до +40 |
Относительная влажность воздуха (при температуре 350°С), %, не более | 80 |
Характеристики модуля лазерного сканирования | |
Рабочий диапазон измеряемых расстояний по направлению лазерного луча, мм | 100-350 |
Пределы допускаемой абсолютной погрешности измерения, мм | ±0,3 |
Базовая система координат (количество координат измерений) | XoZ (2) |
Длина волны, нм | 660 |
Частота обновления данных, профилей/секунду, не менее | 1200 |
Диапазон рабочих частот ГИВ, кГц | (0,2-1) ±10 % |
Частота следования импульсов генератора, Гц, не менее | 10 |
Номинальное значение амплитуды импульсов возбуждения на эквивалентной нагрузке 150 Ом, В | 5 ±1 |
Минимальная глубина выявляемого дефекта, мм | 0,2 |
Время полной автоматической перенастройки, мин., не более | 1 |
Диапазон регулировки усиления, дБ | 0-50 |
Методы представления сигнала | На комплексной плоскости |
Погрешность измерения глубины выявляемого дефекта, % | ±20 |
Раздельное масштабирование сигнала | По осям OX и OY |
Поддерживаемые режимы работы | Статический Динамический |
Виды отображения зоны автоматической сигнализации дефекта (АСД) | Горизонтальный строб Кольцевой сектор |
Требования к измерениям геометрических размеров | Погрешность измерений геометрических размеров не более 0,3 мм Контроль взаимного углового смещения фланцев с погрешностью не более 0,1 градус |
Требования к неразрушающему контролю полого вала | Зона 1 - 100 % сварных соединений с внешней стороны ±12 мм от центра сварного соединения Зона 2 - 100 % сварных соединений с внутренней стороны ±6 мм от центра сварного соединения Зона 3 - зона фланца на расстоянии 0-10 мм от верхней кромки |
Минимально допустимые размеры дефектов | Обеспечить выявление дефектов типа непровар, трещина глубиной 0,5 мм и более, протяженностью от 7,5 мм с разрешающей способностью не более 7,5 мм |
Общие требования | Все выявленные дефекты должны быть отмечены маркером и занесены в протокол неразрушающего контроля |
Требования к настроечному образцу | Настроечный образец изготовляется из готового ПВ Все искусственные и естественные дефекты должны быть внесены в паспорт образца, с привязкой координат и указанием размеров с погрешностью не более 0,1 мм. |
- Промышленный робот-манипулятор
- Вращатель полого вала
- Терминал управления
- Кассета с комплектом преобразователей НК
- Дублирующий вихретоковый преобразователь
- Калибровочный стол с мерами дефектов
- Настроечный образец
- Эксплуатационная документация
- Диск с программным обеспечением для терминала управления
- Руководство по эксплуатации
- Гарантийный талон
- Упаковка