- Автооборудование
- Весовое и подъемное оборудование
- Газоаналитическое оборудование
- Геодезическое оборудование
- Динамометры
- Измерители влажности
- Инструмент
- КИПиА
- Контроль воздуха
- Контроль параметров освещения
- Лабораторное оборудование
- Медицина
- Метеорологическое оборудование
- Микроскопы
- Навигационное оборудование
- Неразрушающий контроль
- Оборудование контроля нефтепродуктов
- Охрана и безопасность
- Паяльное оборудование
- Подшипники и оборудование для них
- Промышленная мебель
- Промышленное оборудование
- Радиационный контроль
- Радиоизмерительное оборудование
- Радиосвязь
- Сварочное оборудование
- Сельхозоборудование
- Спектральный анализ
- Телекоммуникационное и IT-оборудование
- Услуги
- Электроизмерительное оборудование
Перейти к контенту 

.jpg)
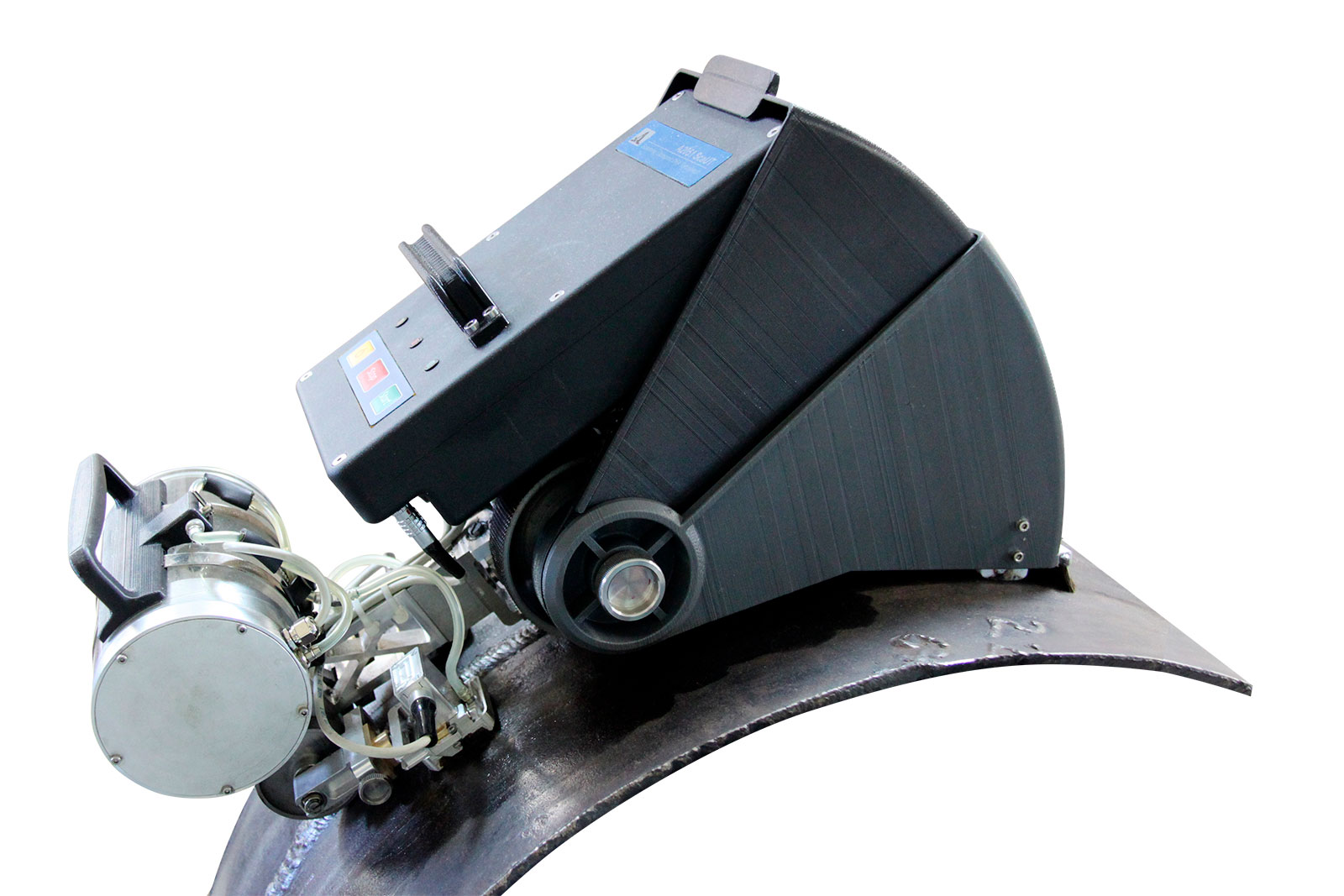
Дефектоскоп АКС А2051 Scaut
АКС, Россия
Тех.консультация
Обратный звонок
Ультразвуковой сканер-дефектоскоп АКС «А2051 ScaUT» предназначен для
комплексного автоматизированного контроля стыковых сварных соединений
металлоконструкций при толщине свариваемых деталей от 4 до 40 мм и радиусе
кривизны внешней поверхности от 300 мм.
Сканер-дефектоскоп А2051 ScaUT предназначен для комплексного автоматизированного
контроля стыковых сварных соединений металлоконструкций при толщине свариваемых
деталей от...
Перейти к полному описанию >Ультразвуковой сканер-дефектоскоп АКС «А2051 ScaUT» предназначен для комплексного автоматизированного контроля стыковых сварных соединений металлоконструкций при толщине свариваемых деталей от 4 до 40 мм и радиусе кривизны внешней поверхности от 300 мм.
Сканер-дефектоскоп А2051 ScaUT предназначен для комплексного автоматизированного контроля стыковых сварных соединений металлоконструкций при толщине свариваемых деталей от 4 до 40 мм и радиусе кривизны внешней поверхности от 300 мм.
Ультразвуковым методом обеспечивается измерение толщины деталей, выявление и ранжирование дефектов сварного шва: пор, непроваров, шлаковых включений, трещин, подрезов и расслоений в околошовной зоне.
Лазерно-оптическим способом обеспечивается измерение смещения кромок шва, размеров и профиля валика усиления, обнаружение и измерение дефектов на внешней поверхности шва и околошовной зоны.
Основной областью применения А2051 ScaUT является производственный и эксплуатационный контроль трубопроводов.
Особенности и преимущества
- Ультразвуковой контроль реализован на базе двух многоэлементных антенных решеток и алгоритмов цифровой фокусировки апертуры (ЦФА), что обеспечивает максимально возможную для ультразвукового метода чувствительность к дефектам, селекцию их типов, измерение эквивалентной площади и полный контроль всего сечения шва и околошовной зоны
- Акустический контакт обеспечивается за счет автоматической подачи контактной жидкости из бака через инжекторы непосредственно под антенные решетки, что создает стабильный акустический контакт при малом расходе жидкости и позволяет контролировать не менее 10 погонных метров сварного шва от одной заправки бака
- Лазерно-оптический канал, кроме решения задач визуального контроля, непрерывно измеряет положение антенных решеток относительно оси сварного шва, что используется для коррекции траектории движения
- Транспортная система построена на базе магнитного мотор-колеса, что обеспечивает её надежное перемещение и удержание на всей окружности трубы, а так же прижим антенных решеток к поверхности
- Механический выключатель магнитного поля позволяет легко снимать и устанавливать сканер на поверхность тела трубы
- Трехмерный датчик угла наклона и система позиционирования GPS / ГЛОНАСС / Galileo обеспечивают пространственную привязку получаемых результатов
- Bluetooth гарнитура оператора (наушник) позволяет оперативно следить за процессом проведения контроля в зашумленных условиях и с помощью кнопки на гарнитуре дистанционно управлять движением сканера-дефектоскопа
- Управление всеми узлами устройства в процессе сканирования, обработка получаемых данных и хранение результатов измерений выполняется электронным блоком сканера-дефектоскопа
- Протокол контроля с перечнем обнаруженных дефектов и их параметров, а так же результаты проверки на соответствие проконтролированного шва действующим нормам отбраковки отображаются на встроенном дисплее
- Литий-феррум-полимерный аккумулятор, встроенный в электронный блок, обеспечивает непрерывную работу устройства в течение 4 часов с возможностью полного цикла заряда за 15 минут
- Моноблочное исполнение устройства позволяет транспортировать и эксплуатировать сканер-дефектоскоп силами одного оператора
Ультразвуковой сканер-дефектоскоп «А2051 ScaUT» имеет три основных режима работы
Режим ШОВ
Режим ШОВ предназначен для общей оценки состояния сварного шва.
В правой части экрана приведена таблица с указанием параметров и результатов контроля.
В левой части экрана отображается сечение сварного шва, на котором указаны
- Точка начала сканирования
- Положение сварного шва с учетом его расположения относительно сканера
- Область акустического контакта
- Места расположения обнаруженных дефектов
В центральной части сечения расположен цветовой индикатор оценки состояния сварного шва
- Зеленый (ГОДЕН) - количество, размеры и характер обнаруженных дефектов соответствуют нормативным документам
- Желтый (РЕМОНТ) - часть обнаруженных дефектов требует локального ремонта
- Красный (ВЫРЕЗ) - количество или характер обнаруженных дефектов не допускаются к ремонту и требуется удаления шва целиком
Режим КРОМКА
Режим КРОМКА предназначен для общей оценки смещения кромок сварного шва.
В правой части экрана приведена таблица с указанием параметров и результатов контроля.
В левой части экрана отображается окружность, на которой черным цветом зафиксировано положение правой кромки шва, а зеленым (красным) – относительное смещение левой кромки. Красным цветом выделены области, в которых смещение кромок превышает допустимое значение.
В центральной части окружности расположен цветовой индикатор оценки смещения кромок
- Зеленый (ГОДЕН) – характер и размеры смещения кромок соответствуют нормативным документам
- Желтый (РЕМОНТ) – определенный участок кромок требует локального ремонта
- Красный (ВЫРЕЗ) – смещение кромок не допускается к ремонту, требуется удаления шва целиком
Режим АНАЛИЗ
Режим АНАЛИЗ предназначен для детального изучения структуры сварного шва, с отображением информации о характере и количестве фиксированных дефектов и смещения кромок.
В левой верхней части экрана отображается совмещенное изображение сечения сварного шва и кромки, на котором приведена информация о сечении сварного шва, положении шва относительно расположения сканера и смещении кромок сварного шва.
В левой нижней части экрана отображается профиль сварного шва с указанием значения нестыковки кромок и наличия подрезов в шве.
В правой части экрана отображается трехцветный С-Скан и B-Скан с возможностью отображения геометрии кромок сварного шва
- Зеленый цвет – зона между поисковым и контрольным уровнями
- Желтый цвет – зона между контрольным и браковочным уровнями
- Красный цвет – область, соответствующая браковочному уровню
В центральной части экрана приведена таблица с основными результатами контроля (номер просматриваемого дефекта и его размеры), общая оценка шва и параметры текущего B-Скана.
| Параметр | Значение |
| Чувствительность к дефектам сварного шва, кв. мм | от 0,5 |
| Точность измерения геометрии сварного шва, мм | 0,2 |
| Скорость сканирования, м/мин | 2 |
| Диапазон контролируемых толщин, мм | от 4 до 40 |
| Объем бака для контактной жидкости, л | 1 |
| Радиус кривизны контролируемой поверхности, мм | от 300 |
| Диапазон установки скорости ультразвука, м/с | от 1000 до 9999 |
| Время непрерывной работы от аккумулятора, ч, не менее | 4 |
| Габаритные размеры, мм | 415 х 166 х 146 |
| Масса, кг, не более | 10 |
| Диапазон рабочих температур | от -30 до +50 °С |
- Сканер-дефектоскоп
- Руководство по эксплуатации
- Гарантийный талон
- Упаковка